How Ecogate Transformed Dust Extraction at David Salisbury
David Salisbury has built a reputation for doing things properly across its operations where quality is always at the forefront of every decision, process, and product made. As the leading UK manufacturer of high-end garden rooms, conservatories, orangeries and kitchens, it has long taken sustainability seriously and is ingrained in the DNA of the business. Biomass heating, LED lighting and solar panels were all adopted early. With many of the major energy investments already in place, rising energy costs brought renewed focus to electricity use – and one area stood out. Dust extraction alone was costing over £100,000 a year – around 90% of total electricity use – and was running at full capacity all the time, regardless of how many machines were in use.
For Steve Carpenter, Head of Facilities, Maintenance and Health and Safety, it was a cost that had become increasingly hard to ignore. “We have five large fans running flat out all of the time,” he explains. “It didn’t matter if one machine was in use or fifty – we were extracting everywhere.”

The System
Across the 1,800m² facility, 69 machines connect to a centralised dust extraction system. In practice, that meant the system was running across two shifts, regardless of how many machines were in use.
The two options on the table were clear: a complete system replacement costing in excess of £600,000 or improving the performance of what was already in place. A site assessment by Extractly confirmed what Steve had already identified – the extraction system itself was sound, but it lacked control. As he puts it, “The system was running all of the time. It was absolutely prime for improvement.”

The Approach
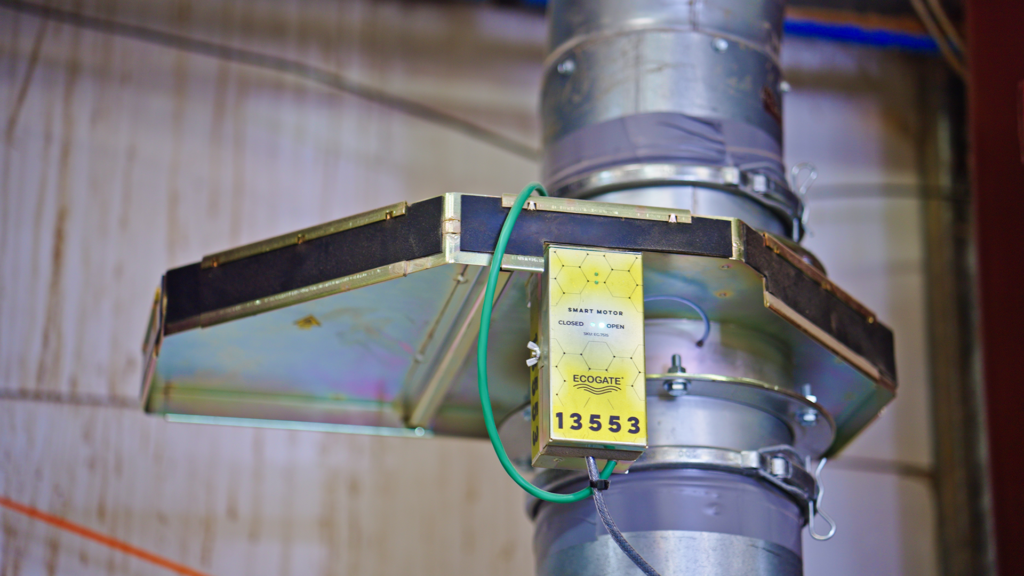
Extractly’s solution centred on the installation of Ecogate, an on-demand extraction system. Sixty-nine Ecogate controllers were fitted across the facility, combined with inverter-driven fan control and targeted ductwork modifications. The principle is straightforward: extraction is delivered where and when it is needed, matching airflow to machine demand.
A single machine uses only the extraction it needs, while additional machines increase overall demand. As more machines are switched on, additional gates open automatically to meet that requirement. Instead of all five fans running at full output, the system adjusts in line with demand.
None of this required the system to be replaced. Extractly’s approach extended the life of the existing system, reducing the load placed on it, lowering energy use and overall operating costs.
The Results
The effect was immediate. Over the last 30 days, energy usage reduced by 53%, saving over 13,700 kWh and more than £3,000 in electricity costs. Based on overall operating conditions, the system is expected to pay for itself in under two and a half years. As with any investment, the figures were closely scrutinised – three months in, the numbers match expectations, and even the accountant is impressed by the savings.
Real-time visibility through the Ecogate app means Steve can monitor energy use and machine activity at any point – giving the business full oversight of a system that, once set up, largely manages itself.
But the impact on the workshop has been just as noticeable. Before installation, noise levels exceeded 85 decibels. “The biggest difference for the guys on the shop floor is the quietness,” Steve says. Improving the day-to-day working environment and wellbeing of the team is a priority at David Salisbury, and reducing both noise and dust was an important part of that. “When you walk into the workshop, you can instantly tell it’s working as it should – and the guys on the machines have seen such a difference in the dust being extracted away from where they’re working.”

A Broader Impact
This was never just about one electricity bill. Sustainability has long been at the forefront of the business, with a target of reaching net zero by 2030. With extraction previously accounting for around 90% of electricity use on site, it was always going to be central to that goal. Steve describes the Ecogate installation as the last major piece of the puzzle – “almost the cherry on the cake.”
Having first come across Ecogate over fifteen years ago, seeing it installed and delivering results carried real personal meaning.
“It is genuinely one of the proudest moments of my career when we switched it on,” says Steve. His recommendation to other manufacturers is unequivocal: “Anyone with an extraction system that is currently uncontrolled should definitely look at Ecogate. It’s just on demand. It’s how it should be.”
For many manufacturers, dust extraction still runs in the background without anyone fully understanding the impact – not just on energy bills, but across the working environment and day-to-day efficiency. At David Salisbury, taking a closer look made all the difference.